3D SPI技术在SMT制造中的关键作用与智能应用 | 提升SMT良率的终极解决方案
摘要
在电子制造行业,随着产品向高密度、小型化发展,SMT(表面贴装技术)的锡膏印刷质量直接决定最终产品的可靠性。3D SPI(三维锡膏检测)技术凭借其高精度检测能力,成为SMT制程中不可或缺的质量控制手段。本文将深入解析3D SPI的技术原理、核心功能、智能应用及与前后工序的联动,帮助您全面了解如何通过3D SPI提升生产效率、降低返修成本,并展望未来AI与工业4.0融合的发展趋势。
1.3D SPI技术:SMT制造中的质量守护者
在SMT生产过程中,74%的缺陷源于锡膏印刷问题,传统2D SPI仅能检测平面缺陷,而3D SPI通过三维成像技术,可精准测量锡膏的体积、高度、形状等关键参数,显著提升缺陷检出率。
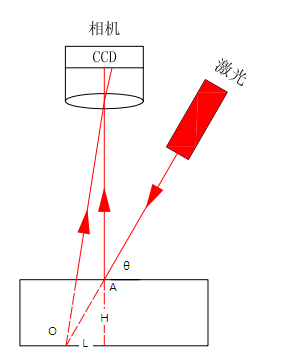
1.1激光三角测量法
早期的3D SPI采用激光三角测量法,通过激光投射到锡膏表面,利用CCD相机捕捉反射光点,结合三角几何关系计算高度。该方法仅能测量单点高度,效率较低。
1.2多线激光扫描技术
为提高检测速度,行业引入多线激光扫描技术,可同时测量多个点的高度,但仍存在以下局限性:
- 仅能精确测量激光照射点,其余区域需拟合估算,影响精度。
- 受物体表面反光影响,需对PCB进行喷砂处理(实际生产中不可行)。
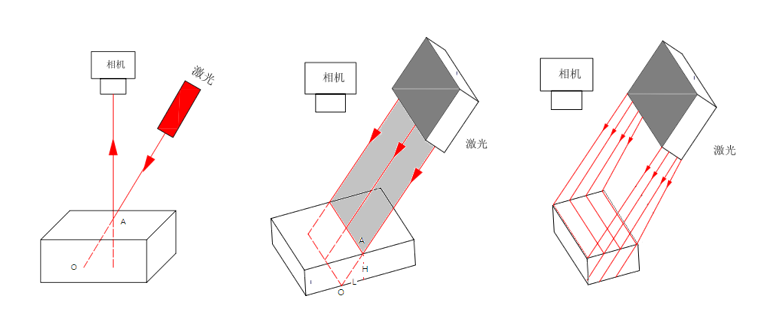
1.3 神州视觉ALeader结构光3D技术(PMP)
目前主流的3D SPI采用相位测量轮廓术(Phase Measurement Profilometry, PMP),即结构光3D技术。其原理如下:
- 投影光栅(正弦光栅)照射PCB表面,形成明暗交替的光学条纹。
- 相机捕捉变形条纹,通过相位变化计算高度信息。
- 采用双投影光栅技术,消除阴影区域误差,提高测量精度。
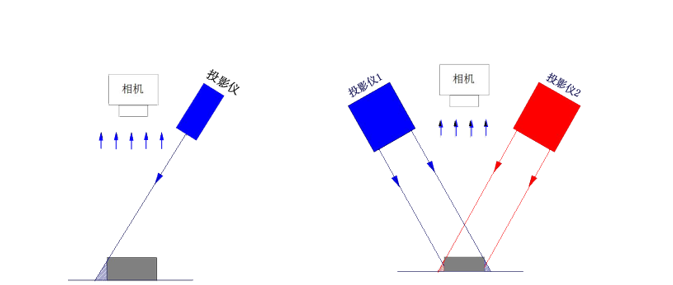
(单投影有阴影 vs双投影可实现互补)
相比激光扫描,PMP技术具有以下优势:
✔ 全视野覆盖,无盲区检测
✔ 抗PCB颜色、反光干扰
✔ 适用于高密度、微型焊盘(如01005元件)
2.ALeader 3D SPI的核心功能与应用

2.1 高精度检测能力
体积、面积、高度测量:体积、面积、高度、偏移、少锡、多锡、连锡、锡尖、金手指、污染、红胶工艺等外观不良
抗干扰能力:自动补偿PCB翘曲,适应不同颜色PCB(绿、红、黑等)。

3D SPI需具备不需额外操作的情况下做到板弯曲自动补偿功能

3D SPI应保证在任何颜色的PCB上都具有同一性能水平
多种MARK点识别:支持圆形、十字形、矩形等非标准MARK点定位。

2.2 智能数据分析与工艺优化
高度分布图:可视化锡膏高度分布,快速定位不良区域(如刮刀压力不均、钢网问题问题等)。



Gerber/CAD导入:5分钟内完成自动编程,降低对操作人员的依赖。

3.ALeasder 3D SPI与智能制造的数据联动
3.1 与印刷机的闭环反馈
检测到漏印或多锡时,自动反馈至印刷机调整刮刀压力或清洁钢网。
识别Bad Mark板,通知贴片机跳过不良板位,提升生产效率。
3.2 与AOI的协同检测
3D SPI的临界数据可传输至炉前/炉后AOI,实现重点复检。
三点照合功能(3D SPI + 炉前AOI + 炉后AOI)帮助追溯缺陷根源。

自带的SPC系统可把三个环节检测出来的数据、图片集中在一起,方便与工程师到底是哪个环节出现了问题,什么原因导致问题发生的。
3.3 符合IPC - CFX标准
基于IPC-CFX通信协议,实现设备间数据互通,助力智能工厂建设。

4.未来发展趋势
- AI驱动的智能检测:结合深度学习优化缺陷分类,减少误报率。
- 实时自适应调整:与印刷机、回流焊形成动态闭环控制。
- 5G+工业互联网:实现远程监控与大数据分析,提升预测性维护能力。
结论
3D SPI技术已成为SMT智能制造的核心环节,神州视觉ALeader凭借其高精度检测算法、智能数据分析和设备联动能力,显著提升生产良率与效率。未来,随着AI与工业4.0的深度整合,3D SPI将进一步推动电子制造向“零缺陷”目标迈进,助力企业实现智能化升级。

 售前服务
售前服务 售后服务
售后服务 返回顶部
返回顶部